
You are here:home > Industry news > Pruduct's Detail
Report saving strategy of high frequency furnace
Intermediate frequency furnace -IGBT
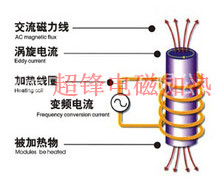
A high frequency furnace, working principle and powerlink:
High frequency electric furnace is a coil which generates a magnetic field, the molten material is subjected to a magnetic field from outside to inside fever causes themelting material.
High frequency furnace electric energy consumption linkmainly has four aspects:
1 melting raw materials
2 hot metal insulation
3 cold start
4 lining sintering
The principle of high frequency furnace
The main problem two, around the energy-saving point:
After a statistical survey with 10 year 5-8 month, one ton hot metal consumption is 817KWH, which molten ironthermal insulation material 729KWH, 56KWH, 26KWH coldlining sintering furnace, 6KWH. Melting raw materials and molten metal holding these two links consumption accounted for 96% of the most power link.
High frequency furnace
1 found no residual metal in the furnace under the condition of the material, under the situation of the same power of full furnace used time of about 70 minutes,beyond the design of feeding time.
2 that do not pay more attention to the relationship between density is proportional to the speed of meltingand charge induction furnace production operation process, the furnace raw space gap is too large,resulting in melting speed increased power consumptionphenomenon.
3 feeding machine often occurs the phenomenon of clamping material, and processing card material prolong thematerial time.
4 through careful observation, every card materialposition in charging car outlet baffle at.
The 5 operator in the soup hot metal work not graspingaccurate weight, average every package than the prescribed weight 20 kilograms, resulting in unnecessary waste.
6 because the field instrument set unreasonable, longer operation time of each package, the stove fire to pouringover 12 minutes, prolonging the holding time of molten iron in the.
The implementation effect
The goal and effect, plans to solve the energy problemafter the realization of the
The goal for the end of 10 tons of hot metal will powerthe realization theory of value, from 817KWH to 600KWH.
Two, methods and means to improve the:
1, in the high frequency furnace retained a ton of hot metal case charging melting, melting time from 70 minutesto 61 minutes, one ton of hot metal consumption is reduced from 817KWH to 723KWH.
Pig iron and scrap steel block small first add 2,operation, finally adding recycled scrap, make the furnacefeedstock gap small density increases, the melting time,lower power consumption, melt time from 61 minutes to 59 minutes, one ton of hot metal consumption is reduced from 723KWH to 702KWH.
3, the charging car outlet baffle demolition, finallyput an end to the card material, melt time reduced from 59 minutes to 50 minutes, one ton of hot metalconsumption is reduced from 702KWH to 609KWH.
4, at the scene to observe the position operatorincreases the iron weight display a big screen, so the operator to control each ladle weight, make one ton hot metal consumption is reduced from 609KWH to 596KWH.
5, as the holding time after hot metal melting furtherreduced, changed the original molten iron samplingsequence of operations, the previous 15 minutes beforeremoving impurities from raw metal surface of the test block component detection, improve the first sampling ofmelting of raw iron, hot metal on the surface ofimpurities in waiting for the results of at the same time,clear, so each furnace can save time 5 minutes per toniron, hot metal consumption is reduced from 596KWH to 594KWH.
Adjustment of 6, the station equipment location, eachladle crane is reduced to an action, a decrease of 2meters walking distance, operation time is reduced by 2 minutes; the operator reduces an action, a decrease of 2meters walking distance, operation time is reduced by 1 minutes. The single ton hot metal consumption is reduced from 594KWH to 592KWH.
The actual effect of three, eventually reaching the:
One ton of hot metal consumption dropped to 592KWH, to achieve the target. The average per ton of hot metalconsumption fell 28%. Can save electricity 2530000 yuan per year, the production efficiency is increased by 25%.
Industry to promote value
1, improve the way of saving energy and reducing consumption, namely from production of man, machine,material, method, every detail of the ring.
2, high frequency furnace molten iron retention part soupprocess, in order to reduce the burden of the clearance volume, shortening charging and melting time, so as toachieve the purpose of energy saving.